
Ce site utilise des frames. Si vous ne voyez pas les menus à gauche, cliquez Ici
Cette page à pour but de présenter des astuces diverses qui peuvent éventuellement servir à quelques Internautes.Origine : Une idée
qui m'a traversée l'esprit alors que je scannais une photo
But : Avoir une vue trés grossie d'un objet
Applications : Evidente !
Un jour que je scannais je ne sais
plus quoi, j'ai vu que mon scanner me permettait de grossir de façons
trés importante (800%)
J'ai donc fait un essais et constaté que je disposais avec ce scanner
d'un excellent microscope electronique. (A ne pas confondre bien sur avec les
"Vrais", avec vide poussé et canon à electrons).
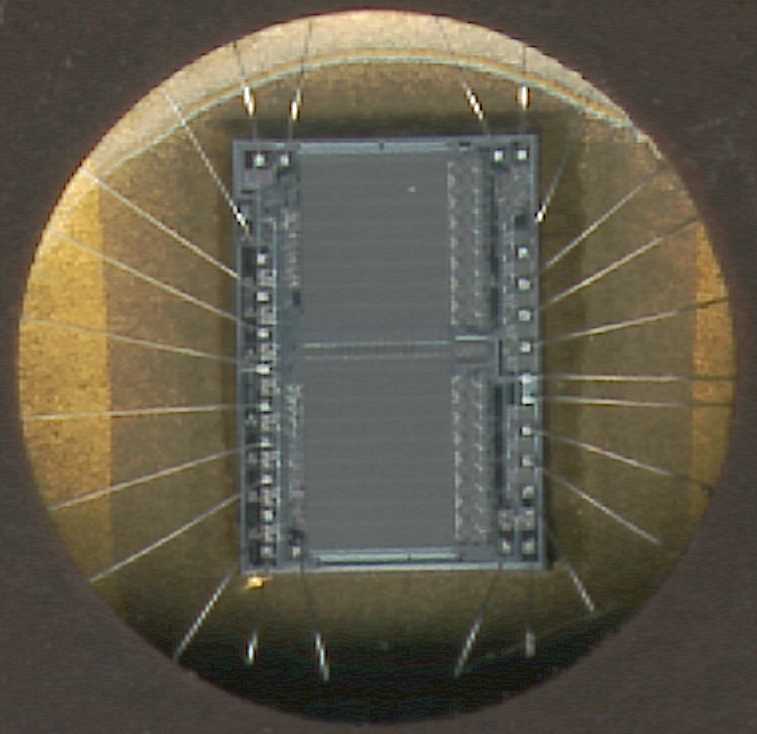
Pour illustrer mon propos, voici un exemple: le sujet est une EProm 2732A NEC (La fameuse Nippon Electronique Company)
Les applications sont multiples, état de surface, botanique, insectes, Etc...
Pour ce cliché effectué
avec un scanner SNAP Scan 1212 Agfa, les réglages étaient :
Type d'original : Photo
brillante
Zoom : 800%
Résolution de scan : 9600 dpi
Résolution de l'image finale:300 dpi.
ATTENTION: Avec de tel grossissement, pensez à limiter sérieusement la taille de l'image sous peine d'avoir un fichier énorme et innouvrable...
Ce scanner est trés bien
et le soft qui l'accompagne est un modèle de simplicité et d'ergonomie.
Il semble qu'Agfa ne vende plus de scaner et c'est bien dommage..
Si vous avez d'autre idées ou des scan originaux, envoyez les moi et
je les mettrait sur le site.
Origine : Ca m'est venu comme ça, mais d'autres l'utilisent surement...
But : Lutter contre la rouille et les traces de doigts
Applications : Evidente !


Origine : Mon expérience perso
But : Monter avec précision un étau de fraisage
Applications : Fraiser droit !
Un
étau de fraisage de précision est (avec un jeu de cales de fraisage) un
complément indispensable à la panoplie du parfait fraiseur.
Il
permet de maintenir trés rapidement et efficacement les pièces à
usiner. Sans lui, il faut souvent perdre beaucoup de temps à brider le
pièces sur la table.
Pour
cette raison, mon étau est quasiment monté en permanence sur la table
de ma fraiseuse. Mais bon, il faut bien parfois l'enlever pour d'autres
travaux.

Origine : Multiples
But : Faire durer et avoir une tondeuse à gazon qui démarre au quart de tour
Applications : Evidente !
Comme beaucoup de monde, j'ai un jardin avec une pelouse qui pousse de manière plus ou moins continue.
Il
faut donc la tondre !! Je n'ai pas assez de surface pour justifier
l'usage d'une auto-portée et ballader mon auto-tractée pendant 3/4
heure me fait faire de l'exercice (J'en ai bien besoins, surtout que le
sport et moi, on est faché de longue date !!)
J'ai donc acheté un tondeuse équipée d'un moteur honda 4 temps monocylindre.
Voici quelques conseils pour avoir toujours une tone tondeursdeuse 100% opérationelles :
Origine : Un internaute,
Mr Henri Sorin, m'a fait parvenir une astuce pour centrer une pièce
fine dans un mandrin de tour
But : Centrer avec précision une pièce fine dans un mandrin
Applications : Evidente !
Voici le texte qu'il m'a envoyé :
Pour centrer des pièces minces dans un mandrin de tour avant de les tourner :
Origine : Un internaute,
Mr Daniel Martin, m'a fait parvenir une autre astuce pour positionner une pièce
fine dans un mandrin de tour
But : Positionner une pièce peu épaisse sur un
tour
Applications : Evidente !
Voici le texte et les dessins qu'il m'a envoyé :
J'utilise deux cales parallèles (genre cale de fraisage) que je glisse entre le corps du mandrin et la pièce.

J'avais pensé à fabriquer un jeu d'entretoise en tôle fine (" V" en acier à ressort) mais le temps me manque!

Origine : Un internaute,
Mr Guy Buntinx, m'a fait parvenir d'autres astuces
But : Positionner une pièce peu épaisse sur un
tour et calcul d'exentriques
Applications : Evidente !
Voici le texte qu'il m'a envoyé :
"Voici encore une astuce que
j'utilise
Pour faire tourner sans voilage une piece mince ,une rondelle par exemple,
je serre dans mon porte outil ,un support au bout duquel
tourne librement un roulement,
Ayant serre la piece dans le mandrin sans exces , je viens appuyer le
roulement contre la piece et avec le petit chariot ,j'avance
le porte outil ,et la piece va se devoiler tout doucement!!!
Reserrer la piece et on peut commencer a l'usiner"


Il m'a aussi fait parvenir les infos suivantes :
Concernant le tournage d'excentriques
,des amis scientifiques m'ont calculé les rapports entre
la cale d'epaisseur =E
le rayon initiale de la piece =R
la distance entre le nouveau centre et le centre initial d=E(E-2R)/2E-3R
le nouveau rayon R'= R+d-e
le nouveau diamétre
D'= 2R'
E xemple :
diametre = 50mm cale 4mm d= 2,75mm et le nouveau rayon R'=
23,75mm D'= 47,5mm"
Origine : Un internaute,
Mr Guy Buntinx, m'a fait parvenir un mail interressant
But : Percer de gros diamétres proprement et sans effort
avec un tour
Applications : Evidente !
Voici le texte qu'il m'a envoyé :
" Pour forer des gros diametres
au tour et sans effort j'utilise l'avance automatique!!
Avec un serre joint je relie le chariot porte outil a la poupee
mobile celle-ci je serre juste contre les V de guidage pour
limiter le jeu. Je fais tourner le mandrin puis j'enclenche l'avance
automatique Avance reguliere il faut surveiller et lubrifier."


Origine : Encore une fois, un internaute,
Mr Guy Buntinx, m'a fait parvenir un mail interressant
But : Usiner des clavettes à la demande
Applications : Evidente !
Voici le texte qu'il m'a envoyé :
" Je reviens une nouvelle fois ,vous proposer une astuce.
Aujourd'hui c'est
comment façonner une clavette même etagée trés facilement
Il suffit de
prendre un cylindre d'acier doux et de la pincer dans
le mandrin du
diviseur de la fraiseuse.
Et tous les quarts de tour , prendre des passes
minces
On peut ainsi faire des clavettes à facon mais toujours d'equerre et
bien plus facilement que dans l'etau de la fraiseuse"

Origine : Un internaute,
Mr Georges Lefèvre, m'a fait parvenir un mail interressant
But : Choisir la bonne fraise pour un travail donné
Applications : Evidente !
Le choix dépend de la matière à usiner (les matières
tendres demande moins de dents pour le dégagement du copeau sous peine
de bourrage).
Cela dépend également de la précision du fraisage:
Passer une fraise de 5mm de diamètre et ensuite passer dans cette même
boutonnière une fraise de 6mm de diamètre à 2 lèvres,
si la machine est bonne et le mandrin également, on devrait obtenir une
rainure de cale dans les tolérances voulues (puisque les lèvres
sont opposées et taillent les deux flans en même temps), par contre
si on veut une rainure plus cerrante, utiliser une fraise 3 ou 5 lèvres
(vu l'alternance des lèvres elle sera plus cerrante).
De plus en général pour pénétrer la matière
(boutonnière) il faut utiliser des fraise 2 lèvres (appelées
chez nous bedon) car une des lèvres est affûtées jusqu'au
centre ce qui permet de forer la matière, certaines fraises 3 lèvres
on le même principe.
(Note Perso: Dans les catalogues, ils semble qu'ils apellent cette fonctionnalité
: "Coupe au centre")
Origine : Un internaute,
Mr Georges Lefèvre, m'a fait parvenir une méthode de fraisage
But : Fraiser 2 surfaces bien parallèles
Applications : Evidente !
Voilà un petit croquis pour mieux comprendre le principe :

A: Pièce à usiner dont la face inférieure est déjà
usinée
B: Cales rectifiées ou étiré bien droit
C: Plat laminés de 2 ou 3mm par 25 ou 30mm selon l'espace entre les mords
de l'étau.
L'inclinaison des plats laminés ne doit être ni trop droite ni
trop plate (voir croquis).
Ce montage permet de travailler avec des fraises à surfacer à
plaquettes.
Profondeur de passe maxi 2 à 3 mm.
Le système empêche la pièce de remonter et permet donc d'avoir
2 faces parfaitement parallèles à condition d'avoir un étau
bien réglé au comparateur et des cale bien parallèles elles-mêmes.
Dans ce cas, le marteau ou maillet pour frapper sur la pièce n'est absolument
pas nécessaire.
On peut aussi faire un demi montage avec la pièce contre le mord fixe
et un plat laminé au mord mobile.
Origine : Expériences
personnelles
But : Redonner vie à des roulements plus ou moins bloqués
Applications : Evidente !
Il arrive frequement que l'on ai
besoin de nettoyer un roulement à billes. En effet, ceux ci peuvent être
grippés, ou gommé par une inactivité prolongée,
ou encore sale, voir oxydé. J'utilise pour cela la méthode suivante
:
- Si le roulement est trés attaqué, bain dans de Kerdanne de 1h
(5mn si mis dans la cuve à ultra son, pour ceux qui ont la chance d'en
posséder un)
- Injection de dégripant
- Je tient ensuite l'intérieur du roulement avec les doigts ou un axe
s'il est petit et je le frotte contre une brosse métalique en rotation
rapide afin de le faire tourner vite pendant 30 sec ou plus.
- Quand je vois qu'il tourne bien, nettoyage à l'air comprimé
pour bien le sécher
- Le dégripant étant assez "Sec", relubrification avec,
soit du Transil, soit de l'huile genre 3en1, ou graisse de silicon pour les
gros roulements
Et voila, c'est reparti comme
en 14...
Origine : Vu quelque
part sur le net
But : Pouvoir serrer dans un mandrin 3 mors des formes carrées
ou non cylindrique
Applications : Percage en bour de carré, usinage divers
Bien qu'ayant la chance de posséder un mandrin 4 mors concentriques, je ne l'utilise pas souvent, car le changement de mandrin sur mon tour n'est vraiment pas pratique et prend au moins 10mn. Il m'arrive souvent de devoir percer des trous en bout de carré d'alu de 5mm. J'ai vu un jour sur le net une astuce et j'ai décidé d'essayer. Le résultat est top!. Le principe est trés simple, on serre le carré dans un cylindre et le tour est joué ! Une photo étant plus clair qu'un discour, voyez plutôt :

Pour fabriquer le tube, je suis parti d'un bête tube de plomberie que j'ai fendu avec une fraise scie.
 et ça donne
et ça donne 
Aprés essais, c'est vraiment simple et pratique. Au fur et à mesure de mes besoins, je vais me faire un assortiment de tube pour les carré que j'utilise le plus.
Origine : Expériences
personnelles
But : Enlever cette p... de vis de m...
Applications : Evidente !
On a tous connu cela, la vis ou
le boulon qui ne veut pas se dessérer.Des fois, la tête du boulon
n'est plus exploitable avec une clé.
Trés souvent je me suis sorti de cette situation avec un outils vraiment
top : La pince-étau. Je me permet donc ici de rendre un hommage appuyé
au génial inventeur inconu de ce super outil qui a d'ailleurs bien d'autres
utilisations. En effet, la force et la précision de serrage de cette
pince est tel que, une fois fournis l'effort pour la vérrouiller sur
la tête de la vis, on peut se concentrer sur le desserage. Il est parfois
utile de limer un peu les 2 cotés de la vis. La dernière pince
étau de Facom, que l'on trouve dans certain super-marché est vraiment
une réussite et, bien que cher, je ne regrette pas de l'avoir acheté.
L'inconvénient de la mtéhode est que la vis est souvent marqué
par ce traitement, mais a t'on le choix ?
Origine : Conseil
d'un pro
But : Tourner des piéces parallélles
Applications : Evidente !
Pour réduire le diamétre d'une pièce, on fait diférentes passes pour enlever de la matière. Il est impératif de la faire en utilisant le chariot principal (aussi appellé Trainard) et non le petit chariot qui ne garanti pas le parallélisme.
Origine : Je ne
m'en rappel pas, j'utilise cela depuis trés longtemps
But : Usiner des tiges filetées sans les abimer
Applications : Evidente !
Il arrive que l'on veuille usiner une tige filetée. Dans ce cas il faut pouvoir la brider sans abimer le filetage. Pour ce faire, je visse 2 écrous serrés et c'est eux que je serre dans le mandrin. C'est trés efficace.

Origine :
Un internaute, Mr Didier Plurien, m'a fait parvenir une méthode pour
réaliser un exentrique sur un tour si l'on ne posséde ni fraiseuse
ni mandrin à 4 mors indépendants.
But : réaliser
un excentrique sans fraiseuse uniquement par tournage
Applications
: tous montages nécessitant l'utilisation d'un excentrique: Modélisme,
tout montage utilisant une commande excentrée..
1. Dans le mandrin d'un tour intercaler
entre les mors et la pièce à réaliser une cale qui servira
à excentrer le mouvement de rotation de la tige métallique

2. Régler l'outil de coupe
en le faisant affleurer la tige de métal.
Pour se faire tourner à la main le mandrin de façon à régler
l'outil par rapport à la pièce
Attention,prendre des passes d'usinage très faibles ne pas oublier que la pièce tourne excentrée une passe trop importante provoquerait un arrachement inévitable de celle-ci et risque d'endommager le matériel.


3. En fin de tournage on s'aperçoit que le morceau de la pièce qui est dans le mandrin tourne toujours de façon excentrée et que la partie que l'on usine tourne rond
4. Dresser les faces de la pièce
5

Toutes les interventions de mesures de diamétre, de longueur ou autres doivent s'effectuer sans démonter la pièce du mandrin sous peine de tout recommencer .
Calcul du diamétre par rapport à l'épaisseur de la cale :
Dans mon exemple de réalisation
le diamétre de ma tige était de 8 mm
L'épaisseur de ma cale 2 mm
Le diamétre de l'excentrique réalisé 5,2 mm
Pour réaliser un excentrique de diamétre 6 mm l'épaisseur
de la cale serait de : x = = 1,33 mm
Toutes ces indications sont à vérifier lors d'un premier essai
Monté sur un arbre l'excentrique devient une came de distribution pour
tiroir à vapeur de moteur bateau modélisme
C'est aussi un renvoi de mouvement rotatif linéaire en mouvement vertical.


Origine : Envoyé par un internaute, Kouki31 (kouki31@gmail.com)
But : Réparer une nappe flexible
Applications : Evidente !
De
trés nombreux appareils électroniques utilisent des nappes constituées
de bandes métaliques en sandwich entre 2 films plastiques semi-rigides.
Il arrive malheureusement que ces nappes s'endommagent lors de
démontage. Un internaute m'a gentiment envoyé un 'Tutorial' indiquant
comment réparer ce genre de nappe afin d'en faire profiter le plus
grand nombre.
Note personelle :
Afin de renforcer le connecteur ainsi réparé, je conseille de coller
avec de la cyano un petite bande de plastique pour le rigidifier. C'est
même indispensable pour certain connecteurs. je rappelle d'ailleurs que
certains connecteurs pour ce type de nappe necessite une légére
traction sur la pertie avant du connecteur pour ensuite mettre ou
enlever la nappe sans effectuer aucune force dessus. Il suffit de
repousser cette partie vers le connecteur pour le vérouiller à nouveau.


Cela fait une semaine que je lis avec dégustation votre site, celui de
passion usinage et usinage . com!!! :-)
En truc antirouille que j'emploie toujours, pour les glissières du tour
et de la fraiseuse, un coup d'aspi , mélange d'huile de voiture neuve et
pétrole à 50 % en quantité, puis je pose des feuilles de journal sur
les glissières, au dessus une couverture de laine et au dessus de tout
une feuille de plastique, l'humidité ne traverse pas le plastique, donc
pas de risque que la couverture soit humide, le papier , se colle sur
les glissières et tout reste bien net ...l'ensemble ceinturé par des
sandows,sinon le chat va s'y foutre et fout le bordel,,, ;-)
Métiers et passions ? vous connaissez certainement, je me suis équipé
chez eux , du bon matériel , mais ne pas convertir les euros en francs
sinon on achète rien, encore pire en centimes de cacahuètes.. ;-)
J'aime beaucoup les réactions des membres des sites usinages.com par exemple
envers les machines anciennes, c'était conçu pour être simple à réparer, sans grand frais
d'outillage spécifique,,,,J'en ai fait la preuve d'une fraiseuse qui était au 4 vents une Dufour,
et il m'a été donné de la remettre en service pour une production en 3 x 8 !!! 40 ansd'âge!!!! ;-)
Tout était à revoir, mécanique glissière, axes, enclenchement, donc un mois de stage pour cette entreprise,
qui a bénéficié de cet engin redevenu performant et ce qui m'as permis de valider mon diplôme de tourneur,
une validation des acquis en fait, il n'y a pas d'âge pour passer un diplôme ;-) ;-) ,,,
Je tournais avec un Progrès 540 au centième et même moins, pour toute sorte de pièces pour l'imprimerie,
pareil pour la rectification^des cylindres de contrepartie et des cylindres en caoutchouc...
J'avais décidé que les dégrossissages s'arrêtaient à la côte + 0.5mm et que de là,
je
posait une rectifieuse à la place du porte outil pour les finitions,
contrôle au palmer, avec des gants et à la température de 20°C,
pour ne pas se faire "avoir" par la dilatation ...
Un petit truc pour nettoyer les boîtes de vitesses ou les trains d'engrenages,vidanger l'huile,
refermer le bouchon, remplir de gasoil et de pétrole et faire tourner doucement avec un moto-réducteur..
Vidanger, poser un bouchon auquel vous aurez collé un aimant avec de l'araldite pour ramasser les limailles,
dans le cas où vous avez la place, posez un bout de tube qui servira de puits pour le limaille,,
Avec
l'huile de remplissage , ajoutez un peu de graphite une cuillère à
café, pour avoir la douceur légendaire des enclenchements...
Les engrenages vous remercieront en ne devenant pas des lames de scies circulaire !!!
Pour fixer des petites pièces, j'emploie un ancien électroaimant Warner, qui fonctionne en 24 Volts alternatif,
c'est
présent sur une fraiseuse du 24volts, je pose la pièce et en surfaçage
fin, je fais la finition avec une fraise ou une meule,
ce système , je l'emploie pour mettre à épaisseur des aiguilles pour les orgues Limonaire, ou des tôles très fines..
J'ai découvert par après que vous aviez réalisé un plateau
avec la même utilisation que celle que j'ai décrite,,, Je suis entré
par un lien relatif à " inversion de rotation par engrenages", je suis
arrivé sur "plus de photos", et j'ai cliqué sur l'inverseur et je suis
arrivé sur "info@cyrob.org" ... en fait ce genre d'inverseur
m'intéresse pour une réalisation de bobineuse devant travailler à
spires jointives , pour réaliser des électroaimants, transfo, de toutes
sortes, j'ai bien fouiné sur les sites de radio et j'ai trouvé celle de
Crespin Roger et celle de Deferrière( ?) Hubert, mais un peu faiblardes
, par courroies rondes, ou par friction ...
Quand il faut passer du 18 /10 et plus, donc j'en suis avec un réducteur à vis sans fin, 1 / 16 eme, et une broche de 10mm ....
L'inversion
de la vis mère porte guide fil est souvent réalisée avec 2 poulies ,
une avec une courroie "droite" et l'autre "croisée" en sélectionnant la
poulie avec une clavette, on enclenche une ou l'autre, ainsi que le
mouvement choisi .. l'idée d'une inversion par engrenages, m'est
apparue en cannibalisant un lot d'imprimantes pour la casse!!! I
Il
y a un petit montage dans ce que je cherche, dans le mouvement de
papier !!! Votre réalisation est bien plus costaude, donc je m'en
inspirerait franchement, j'avais pensé aussi à 3 engrenages coniques,,
je dois aller faire un tour chez "Gotronic", ou démonter une vieille
chignole manuelle, pour récupérer les engrenages, il y a tant de
solutions,,,
Je suis électrotechnicien de maintenance, comme
toujours appelé à faire le travail des autres "parce qu'ils ne savent
pas, ou ne veulent pas se casser la tête"...C'est plus facile!!!
De là, j'ai appris tout l'usinage avec les machines outils "sur le tas"
,,On
était formé 2 ans en usinage à la lime , la seule machine autorisée
était la perceuse sensitive...en seconde année, l'usage d'une machine
qui as disparu, l'étau limeur,, au profit de la fraiseuse
universelle,,,puis électricité !!! électrotechnique,,,, En
disponibilité par Pôle Emploi, j'ai "validé mes acquis" à l'AFPA pour
obtenir un diplôme de tourneur, grosse rigolade,,,, Pas plus de boulot
pour autant...( C'est un autre sujet et j'ai 60 ans...) Je vous
écrivais donc pour vous soumettre un truc d'usinage, le soucis du
plateau au lieu du mandrin pour dresser une bride ou aléser une bielle,
pas de prise suffisante, il faut caler sur un plateau,,parfois des
contre poids, Songez à récupérer un plateau de ces anciennes perceuses
sensitives, en fonte grise qui passe dans la hauteur du banc et peut
être serré directement dans le mandrin à 3 ou 4 mors, La première fois,
vous l'usinerez pour qu'il soit plat, en plaçant des mors qui n'ont pas
de jeu, serrés sur les trois carrés d'entraînement pour que le serrage
soit régulier,, La collerette qui est normalement correcte , vous
donnera passage pour les débouchés de forets, d'alésoirs, d'outils
d'alésage, repérez le mors n° 1 et faites un repère sur votre plateau
face au mors n°1, vous aurez très peu à chercher pour que cela tourne
sans voile..
Limitez la vitesse !!!
Les rainures recevront des
taquets épaulés ou des boulons épaulés HR .... mieux encore ceux qui
ont une face bombée que l'on emploie en auto clave ( je crois) Pour la
pose, si c'est un plateau de 600 mm par exemple prévoyez un crochet qui
se glissera dans le passage d'une rainure, un petit palan "jockey" et
il vous aidera à monter ce plateau dans les mors du mandrin,..
Pourquoi ce truc ?
Quand on démonte un mandrin vissé, il est rare, qu'il se desserre facilement !!!
Quand
on le remonte, parfois il y a un voile léger et en démontant plusieurs
fois de suite, on arrive à un léger mieux,, mais jamais garanti, en
précision.
Il vaut mieux ne jamais les démonter, ou alors à tourner
avec une pointe usinée et non démontée par les points de centre, si on
ne peux plus plus retrouver la précision initiale ...
Il faut nettoyer les filets au pétrole 50% et huile à 50%, ...idem pour les glissières!!!
Aucun
tourneur n'as voulu me fileter la partie qui allait se visser à la
place du mandrin !!! ni me laisser fileter moi même sur leur machine!!!
Donc
ce truc m'as rendu de grand service, il m'arrive de le monter sur un
axe rectifié avec un cône N° 4 sur la broche de ma fraiseuse MWM de
1960, ( la mèmère !!! ) pour y fixer des volants de fonte de plus
de
800 mm de diamètre et "par montage", on arrive à reprendre le
diamètre intérieur de l'axe de facon très précise , même à l'alésoir
manuel, il suffit de tourner doucement et de créer un portant à l'axe,
pour ne pas se casser les poignets !!!
Pour les potes qui ont
des machines triphasées à bon compte,,,et seulement le mono à la
maison,!!! j'ai mis un moteur à courant continu de 2,2 Kw 1500 tr /
min pour la mèmère... et une double alimentation en courant
continu, donc pour l'excitation en courant continu un pont de diodes de
5 Ampères tenant 1000 Volts en inverse et un second pont de 25 A tenant
1000 Volts en inverse qui alimente l'induit ...
Devant ce pont de 25 Ampères, un rhéotor récupéré dans un poste à souder automatique qui donne plus de 30 Ampères ..
Donc
on varie de 0 à 250 Volts alternatifs qui sont devenu des Volts
continus variables et cela convient au moteur dit shunt, Ce
montage est dit en "excitation indépendante" et il a des
avantages , on peut travailler en sous vitesse et en survitesse...
En
survitesse, pour la finition,,,en sous vitesse, toutes les boites en
petite vitesse, le moteur au plus lent et on peut travailler en
"vireur"
, pour souder des brides en cordons continus...
En démarrage, on démarre toujours à "excitation maximum pour avoir le maximum de couple,,"
De
zéro, on monte doucement le rhéotor pour arriver à ce que la
machine démarre en douceur et prend sa vitesse de régime ...
S'il
tourne à l'envers, vous croiserez les 2 fils de l'induit sur le moteur
, ( les grosses bornes en fait ) sinon dévissage des axes des écrous
sur les arbres portes fraises idem pour les fraises sur les bouts
filetés!! Là il y aura des dégâts!!! pièce abîmée et fraise cassée !!!
La
survitesse s'obtient en diminuant de 40 % maximum, la tension des
inducteurs, sans diminuer la tension maximum de l'induit, le couple
diminue un peu mais la survitesse est acquise...
On protège avec des
disjoncteurs , mais pas sur le circuit des inducteurs, qui n'a jamais
de fusible, parce que s'il y a une coupure de courant dans ce circuit,
le moteur brûle de suite parce qu'il veut s'emballer et n'as pas le
couple de répulsion du champ magnétique des inducteurs pour augmenter
et plus de force contre électromotrice, donc l'intensité augmente
énormément dans l'induit On coupe les 2 circuits en même temps,,,par le
même interrupteur, Pour arrêter, retour rapide du rhéotor à zéro,,,pour
bénéficier de la force contre électromotrice du moteur..
Si redémarrage, départ à Zéro au rhéotor, sans couper l'excitation
![]()
Ce site utilise des frames. Si vous ne voyez pas les menus à gauche, cliquez Ici